Фрезерный станок модели 676 разработан для фрезеровки деталей разнотипными фрезами. Фрезы используются фасонные, дисковые или цилиндрические. Ими вытачиваются детали с использованием станочного шпинделя, у которого ось расположена горизонтально. Также имеется возможность вытачивания деталей иными фрезами. К ним относятся торцевые, шпоночные или концевые. При этом задействован будет вращающийся шпиндель.
Немаловажным фактором при осуществлении выбора в пользу СФ 676, будет допустимость осуществления работ при синхронном задействовании обоих шпинделей. В таких обстоятельствах станок сможет кроме фрезерования совершать зенкерование, сверление, а также растачивание.
Особенности конструкции универсального фрезерного станка СФ 676
Чтобы полноценно применять фрезерный станок СФ 676 при максимальной пользе следует помнить про особенности его конструкции. Для этого необходимо обеспечить в помещении, где находится станок, постоянную температуру воздуха в 20С, а также относительную влажность воздуха порядка 65%. Кроме того, рядом должны отсутствовать приборы, выделяющие теплоэнергию либо вибрационные импульсы. Устройство имеет достаточно большой масштаб оборотных резервов и подачи вала, скорых передвижений и даже машинных пусков.
Данный функционал в наиболее благоприятных режимах сумеет обеспечить экономную отделку разного рода заготовок.
В состав универсального фрезерного станка СФ 676 входят главные участки, они же и определяют его специфику. Кроме того, рассматриваемое оборудование имеет определенное число снимающихся реквизитов и аксессуаров, при содействии таковых у него весьма увеличиваются ресурсы эксплуатации. Корпус зафиксирован на пьедестале, выполненном из чугуна, на нем же, в свою очередь, вделаны фундаментальные агрегаты устройства. Коробки (подач и скоростей) помещены сбоку на станине.
Преимущества
Благодаря своим уникальным особенностям СФ 676 обладает множеством преимуществ:
- Допустимость фрезерования деталей различного размера. Допустима ширина от 250 мм, а длина до 800 мм.
Наличие допустимости осуществления процедур долбления (насадка для долбления приобретается отдельно); - Наличие цельной объемной станины, выполненной из чугуна, обеспечивает поглощение вибраций, а также осуществляет сохранение свойств деталей, подвергающихся обработке на станке;
- Понятное и удобное руководство функциями станка;
- Эксплуатация СФ 676 в механизированных и инструментальных цехах, где практикуется единичное или небольшое производство;
- Вероятность подбора оптимальных систем нарезания благодаря расширенному масштабу циркуляции как вертикального, так и горизонтального шпинделей;
- Осуществление введения СОЖ электронасосом. При этом насосная производительность будет на уровне 22 л/минуту;
- Дополнительная головка шпинделя, расположенная на выдвигающемся хоботе.
Данная головка имеет возможность совершать вращения на уровне угла в 90 градусов. Такие вращения также происходят в плоскостях, которые являются взаимно – перпендикулярными друг – другу.

Размер рабочего пространства
В комплект СФ 676 входит два стола, оба оказываются функциональными. У каждого индивидуальные габариты и расположения: у находящегося в вертикальном исполнении: 630*250 мм, в горизонтальном исполнении – 800*250 мм.
Сравнительно компактные объемы предоставляют допустимость пользоваться фрезером даже в небольших помещениях.
Производительность при этом ни коим образом не страдает. Благодаря своим размерам – 120*124*105, а также своей тяжести – 1 т., станок не использует для работы большого пространства.

Составные части


Общий вид станка и технические характеристики рассматриваемого оборудования
При классификации фрезерный станок получил класс «Н», что указывает на то, что станок обладает нормальной точностью. Валы, находящиеся в обеих плоскостях, расположены в шпиндельной бабке. Между собой валы соединяются зубчатой передачей. Диаметральная подача, находящаяся в шпиндельной бабке производит поперечное продвижение и закреплена поверх направляющих, расположенных горизонтально.
Такое продвижение активирует в рабочее состояние мотор, задействуя коробку подач, а также с использованием маховика. В скоростной коробке 16 режимов. Они сообщаются обоим валам. Обороты при этом варьируются от 50 до 1630 об/мин и от 63 до 2040 об/мин. СФ 676 обладает электрическим приводом, имеющим мощность 3 кВт, а также дополнительным двигателем для системы подачи СОЖ. Данный двигатель приводит в действие электронасос.

Станок имеет следующие инженерные характеристики:
- Габариты столов: вертикальный: 630*250 мм, горизонтальный – 800*250 мм;
- Масса заготовок при обработке может доходить до 100 кг;
- Вылет вала от 125 до 375 мм;
- Число оборотов – 16;
- Быстродействие шпиндельной бабки от 13 до 395 м/мм;
- Самая большая периодичность циркуляции вала: у вертикального до 2040 об/мин, а у горизонтального до 1630 об/мин;
- Длина по направлению «стол – вал» от 80 до 450 мм;
- Стандарт конуса 40АТ5;
- Увеличенное продвижение шпиндельной бабки по осям X –Y: 300 – 380 мм соответственно.
- Описание конструкции широкоуниверсального фрезерного станка СФ 676.
Органы управления
Согласно паспортным показателям, по необходимости у станка к грани бабки возможно прикрепить вертикальный вал. Суппорт станка передвигается, опираясь на вертикальные направляющие. У станка имеется два рабочих стола. Конструктивной особенностью СФ 676 будет присоединение находящегося на углу горизонтального стола к его базовой плоскости. Угловой стол, в свою очередь, несет свой функционал по присоединению и фиксации деталей, которые подлежат обработке на нем.


Основной электродвигатель содержит в себе электромотор цепной подачи, а также электромотор привода основного цепного хода. Электронасос, расположенный в основании, осуществляет подвод жидкости для охлаждения. При этом сам электронасос применяется еще и как емкость для охлаждающей жидкости. Вся электрическая аппаратура размещается внутри станины, защищенная крышками.
Коробка скоростей шпинделя
Валы обоих положений принимают от коробки 16 скоростей при помощи избирательного набора. Конструкция перевода, производящая смену скоростей, базируется спереди основания коробки. Данное изменение происходит так: устанавливается в максимально вертикальное положение ручка изменения скоростей, благодаря этому осуществляется разведение дисков, имеющих отверстия. При желании свести диски в их начальное положение осуществляется опусканием вниз рукоятки.

Коробка подач
Шестерня играет важную роль для автоматического сохранения траектории вращения шестерен коробки подач. Такое сохранение осуществляется при задействованном реверсе коробки скоростей. Такой тип движения осуществляет забор масла из канистры станины с его последующей подачей. Подача масла происходит настолько малыми долями и так интенсивно, что шестерни смазывает маслянистая дымка. Движение пульсирующего масла в работающем насосе можно отследить через прозрачную вставку, находящуюся на фланце коробки.
Суппорт
Суппорт выполняет перемещение главного стола с закрепленной вертикальной рабочей плоскостью в обоих направлениях. Корпус суппорта представляет собой конструкцию в виде ласточкиного хвоста. Стол подается в вертикальном положении благодаря перемещениям с использованием направляющих станины. Продольная передача осуществляется только с помощью горизонтальных направляющих. Корпус суппорта скрывает в себе устройство манипуляцией подачи стола.
Такое управление происходит при оборотах ходового вала, который в свою очередь получает движение благодаря коробке передач.
В основании суппорта имеется устройство влияния на подачу стола. Это влияние происходит благодаря ходовому валу, при действии коробки подач. Далее, обороты ходового вала передаются на ходовые винта.

Шпиндельная бабка
Продвижение станка в поперечном направлении производит горизонтальный вал, вмонтированный в основание, и совершает движение на основаниях направляющих станины. Промежуточная барабанная шестерня задействована при оборотах вала. Сама же она находится в станине и шестерне, которая посажена на шпиндель. Оправки поддерживаются благодаря серьге, крепящейся на хоботе. Кроме того, в конструкции имеется шомпол. Благодаря шомполу зажимается весь инструментарий. Промежуточные упоры устанавливают величину автоматического движения бабки.
Головка вертикальная
Планшайба хобота содержит головку вертикальную, которая в свою очередь имеет возможность повернуться до 90 градусов от вертикали. Головку можно установить с нулевым градусом отклонения, при этом ее необходимо зафиксировать двумя штифтами при помощи болтов с внутренними шестигранниками. Гильза содержит вертикальный вал. При этом свое перемещение в корпусе она осуществляет в ручном режиме.

Рукоятка в виде звездочки, осуществляющая фиксацию гильзы, дополнительно оборудована шестигранником. Что приводит к максимальному зажиму. Чтобы не было перекоса из – за веса шпинделя, установлена спиралевидная пружина, выполненная из пластины. Установлена она таким образом, чтобы одним концом соединиться с валиком рейки, а другим крепится к корпусу головки. Надежную точку опоры шестерням головки придают подшипники сдвоенной радиальной формы.
При этом шлицы передают свое вращение хвостовику шпинделя. Подшипник, являющийся двухрядным и роликовым, служит опорой вертикальному шпинделю. Верхней опорой вертикального вала являются расположенные по радиусу упорные подшипники. Особенностью этих подшипников является восприятие осевых нагрузок. Шариковые пресс – масленки каждый день осуществляют смазку вертикальной головки.
Угловой горизонтальный стол
Данный объект рассмотрения отлит из чугуна и прикреплен болтами на вертикальную поверхность основного стола. Такому креплению способствуют T – образные пазы в количестве трех штук.

Тиски
Данная деталь входит в спецификацию к станку, как неотъемлемая, может вращаться вокруг своей оси в горизонтальном положении без ограничения по расстоянию. При этом тиски могут быть смонтированы на обоих столах.
Стол круглый
Данный объект рассмотрения является поворотным и осуществляет фиксацию подлежащих воздействию фрезера заготовок. При этом установка данного стола производится на любой из плоскостных направлений стола.

Долбежная головка
Долбяк данной головки установлен в составе специального корпуса. В этот корпус также входит хобот, который разработан для фиксации вместе с долбяком в шпиндельную бабку. Хобот имеет уникальную конструктивную особенность, которая предоставляет возможность монтировать его в долбежную и вертикальную головки.
Схема кинематическая


Модификации универсального фрезерного станка СФ 676.
- 40АТ5;
- КМ4 – Ф2, содержащий2 – координатную УЦИ и конусКМ4;
- 40АТ5 – Ф2,содержащий2 – координатную УЦИ и конус 7:24 – 40;
- 40АТ5 – Ф3,содержащий3 – координатную УЦИ и конус 7:24 – 40;

- КМ4 – Ф3, содержащий 3 – координатную УЦИ и конус КМ4;
- Л – облегченный, разработан для передвижных мастерских.

Кроме того, самой компактной для использования моделью рассматриваемого станка будет 676П. Данная модель отличается чуть меньшей массой самого станка и более низкой мощностью двигателя. Однако, данные особенности никак не отразились на функциональных характеристиках, а также производительности.
Аналоги универсального фрезерного станка СФ – 676
- ФCM250/676М;
- OMM64S, OMM67S;
- BM130;
- 6T80;
- X8132.
676-ая серия фрезерных станков, крайне востребованная во времена СССР, не потеряла своей популярности и сегодня. В эксплуатации широко распространено как оборудование производства 70-80 годов, так и современные модификации данных моделей.
В данной статье мы рассмотрим универсальный фрезерный станок СФ-676, изучим его компоновку и принцип действия, а также уделим внимание аналогу данной модели — фрезеру 676П, и выясним чем они отличаются друг от друга.
1 Назначение и сфера использования СФ-676
Широкоуниверсальный фрезер СФ-676 может комплектоваться шпинделями двух типов — поворотно-вертикальным, для работы с торцовыми, шпоночными фрезами, и горизонтальным, при использовании которого на станок можно устанавливать фрезы фасонного, дискового и цилиндрического типа.
Именно наличие второй шпиндельной головки, регулируемой в перпендикулярных плоскостях, отличается широкоуниверсальные фрезеры об обычных станков. СФ-676 может работать задействуя одновременно два шпинделя, при этом агрегат помимо фрезерования выполняет такие операции как сверление, зенкерование и растачивание.
В промышленной практике СФ-676 широко используется для выполнения следующих операций:
- обработки наружных, внутренних поверхностей и тел вращения методом обточки;
- нарезка пазов и уступов;
- обточка шлицев на валах;
- формирование зубчатых колес.
Агрегаты 676-ой серии относятся к классу фрезеров высокой точности (Н). Наибольшая точность обработки достигается при отсутствии рядом с техникой источников вибрации, при температуре окружающей среды 20 градусов и влажности в районе 65%.

СФ-676 и 676П востребованы как в единичном, так и в мелкосерийном производстве, чаще всего их можно встретить в цехах машиностроительных предприятий и инструментальных заводов. Популярность данных станков обусловлена наличием у них следующих эксплуатационных преимуществ :
- Станина станка выполнена из чугуна, ее большой вес не допускает возникновения вибраций в процессе обработки, что дает возможность сохранить высокую точку фрезерования в любых условиях.
- Фрезеры 676 серии являются универсальными, на них можно обрабатывать как мелкоразмерные детали, так и заготовки длиной до 80 см и шириной 25 см.
- Техника может комплектоваться долбежной головкой, что позволит ей выполнять соответствующие операции.
- Станки обладают сравнительно небольшими размерами среди оборудования своего класса, при необходимости они могут быть размещены даже в гараже.
Также среди преимуществ отметим широкой диапазон вращения шпиндельных головок, что позволяет подбирать оптимальный режим обработки металлов любой твердости.
1.1 Фрезер СФ-676 в работе (видео)
1.2 Технические характеристики оборудования
Рассмотрим технические характеристики станка СФ-676:
- размеры рабочих столов: горизонтальный — 250*800, вертикальный — 250*630 мм;
- вес обрабатываемой заготовки — до 100 кг;
- расстояние по оси шпиндель-стол — от 80 до 450 мм;
- вылет шпинделя — от 125 до 375 мм;
- максимальных ход шпиндельной бабки: по оси Х — 300 мм, по оси У — 380 мм;
- наибольшая частота вращения шпинделя: горизонтальный — 1630, вертикальный — 2040 об/мин;
- количество скоростей вращения — 16;
- стандарт конуса — 40АТ5;
- скорость подачи шпиндельной бабки — 13-395 м/мм;
- количество подач — 16.
СФ-676 оснащен электроприводом мощностью 3 кВт, также имеется вспомогательный мотор системы подачи СОЖ, от которого работает электронасос производительностью 23 л/мин. Габариты станка составляют 120*124*105 см, вес — 1 тонна. Стоимость данной модели в современном исполнении варьируется в пределах 700 тыс. рублей.

Аналогичная в плане компоновки и функциональных возможностей модель 676П отличается от СФ-676 следующими параметрами:
- на 10 мм меньшее расстояние по оси шпиндель-стол;
- ход бабки вертикального шпинделя 250 мм;
- мощность главного электропривода 2.2 кВт;
- вес 910 кг, размеры — 126*121*178 см.
Широкоуниверсальный фрезерный станок 676П день полностью заменен аналогом СФ-676, на сегодняшний день новые партии оборудования не производятся.На вторичном рынке технику мощно найти по цене 250-300 тыс. рублей.
2 Схемы и конструктивное устройство
Станина широкоуниверсального фрезера СФ-676 выполнена из чугуна, она выступает несущим основанием на котором закреплены основные конструктивные узлы станка. С левой части станины смонтирована коробка подачи и блок скоростей. По ее верхней части перемещается бабка, на которой установлен горизонтальный шпиндель. На этой же бабке по мере необходимости можно крепить вертикальный шпиндель (к передней торцевой части).
Суппорт фрезера установлен на вертикальные направляющие, стол — на горизонтальные. СФ-676 оснащен двумя рабочими столами, основным из которых является горизонтальный, на нем крепятся обрабатываемые детали размером до 80 см под длине и 25 см по ширине.

Электропривод станка расположен в нижней части станины, на опорной плите, внутри которой находится резервуар для охлаждающей жидкости. Вся электрооснастка агрегата находится под верхней крышкой станины, что обеспечивает свободный доступ к аппаратуре по мере необходимости.
Основными функциональными элементами конструкции фрезера СФ-676 являются суппорт и шпиндельная бабка:
- суппорт удерживает и перемещает в продольно-поперечной плоскости рабочий стол станка, он приводится в действие ходовым валом, которые передает крутящий момент поступающий от двигателя к коробке подач;
- шпиндельная бабка соединена с коробкой подач посредством барабанной шестерни, сам шпиндель установлен на шариковых и радиальных подшипниках, возможность точного перемещения шпинделя обеспечивается индикатородержателем.

За освещение рабочего места отвечают 5 встроенных LED-светодиодов. Также СФ-676 в современном исполнении имеет блок цифровой индикации, на котором отображаются параметры текущего режима работы станка.
Широкоуниверсальный станок СФ-676 является надежным и выносливым оборудованием, способным работать в сложных условиях эксплуатации при соблюдении норм технического обслуживания. Техобслуживание необходимо выполнять регулярно, в строго установленном временном интервале:
- каждые 10 часов работы жидким машинным маслом смазываются направляющие и ходовые винты;
- каждые 40 часов машинной смазкой покрываются линейные подшипники, подойдет Литол и его аналоги;
- каждые 400 часов производится осмотр и регулировка ремней в коробке подач, при обнаружении износа либо повреждений ремни подлежат замене;
- каждые 400 часов осматриваются и подтягиваются винтовые узлы.

Также регулярному осмотру должны подвергаться все подвижные части фрезера. Перед первым запуском станка в работу после техобслуживания необходимо выполнить следующие пункты:
- Проверить наличие и надежность крепления защитных кожухов и крышек.
- Убрать ремонтные инструменты с рабочей зоны, очистить стол от смазочных материалов и жидкостей.
- Запустить станок и убедиться в его работоспособности на холостом ходу.
Проверка работоспособности начинается с прогонки станка на минимальной скорости вращения шпинделя, после чего скорость увеличивается вплоть до максимальной. В режиме основной рабочей скорости агрегат должен работать в течении 2-ух часов, по истечению которых шпиндельные опоры не должны нагреваться на температуру более 50 градусов.
После прогонки на холостом ходу выполняется проверка станка под нагрузкой. Агрегат должен поработать на максимальной силе резания и в режиме 25% перегрузки (кратковременно). СФ-767, находящийся в хорошем техническом состоянии, даже при перегрузке в указанных пределах не производит вибрации, влияющие на точность фрезерной обработки. Проверка станка должна проводится при температуре окружающей среды +20 градусов, рекомендуемая влажность воздуха 65%.
- Характеристики
- Выбор модификации
- Спецификация и комплектация
- Техническая документация
- Публичная гарантия
- Приемка, доставка, ПНР
Преимущества и краткое описание
Широкоуниверсальный фрезерный станок CФ676 – это универсальный станок, с широкой сферой применения.
По статистическим данным основными потребителями станка являются предприятия отечественного военно-промышленного комплекса, которые используют станок как в серийном производстве деталей, так и в инструментальных, экспериментальных, вспомогательных, ремонтных подразделениях; а также предприятия перерабатывающей промышленности преимущественно для ремонтных и эксплуатационных целей.
Станок СФ676 позволяет выполнять различные операции: фрезерование плоских и фасонных плоскостей, сверление, резьбонарезание, центрование, цекование, растачивание, долбление, разметка и другие виды работ. На станке можно обрабатывать детали самых сложных конфигураций из различных материалов и с высокой точностью. На станке возможно использовать огромное разнообразие инструментов и приспособлений.
Используя станок CФ676 Вы максимально снижаете вспомогательное время, обрабатываете детали экономично и эффективно.
Преимущества станка СФ676
- В станке применяется оригинальное решение конструкции ВФГ, по принципу «ДВОЙНОЙ ЦИЛИНДР», которою можно поворачивать под углом ±90 градусов. Конструкция «ДВОЙНОЙ ЦИЛИНДР» обеспечивает стабильность обработки и сохранность корпуса от разрушений, позволяет вести силовое фрезерование.
- На станке применяются промышленное светодиодное освещение, возможна установка дополнительного, более мощного, герметичного освещения.
- Станок комплектуется блоками УЦИ производства СКБ ИС и производства GIVI-Electonics . Блок УЦИ оснащен прямой системой отсчета, которая отображает фактическое положение или перемещение рабочего узла в пространстве, а не вращение приводного винта оси.
- Потребитель вправе выбрать тип линейных преобразователей перемещений, исходя из собственных условий эксплуатации.
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей. Направляющие станины защищены специальным гофрированным кожухом, предохраняющим станину от преждевременного разрушения.
- Возможно фрезерование как небольших деталей, так и деталей длиной до 800мм, шириной 300мм и более.
- Реализована возможность производить долбежные операции (ФОТО или рисунок долбежной головки)
- Удобное (интуитивно понятное), классическое управление станком
- Небольшие габариты станка позволяют разместить его практически в любом помещении.
- Широкий диапазон вращения горизонтального и вертикального шпинделей позволяет подобрать наиболее подходящие режимы резания. Подача СОЖ в зону резания осуществляется через модульно-шарнирную трубку.
- Наличие двух шпинделей, горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
- Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
Эскизы рабочих поверхностей и серийных шпинделей

Расположение органов управления консольно-фрезерным станком СФ676

- Выключатель электронасоса
- Выключатель сети
- Упоры отключения механической вертикальной подачи
- Маховик ручного перемещения стола в вертикальном направлении
- Маховик ручного перемещения стола в горизонтальном направлении
- Рукоятка ускоренного хода суппорта и шпиндельной бабки
- Рукоятка включения горизонтальной и вертикальной механической подачи стола
- Диск набора скоростей
- Рукоятка ручной подачи вертикального шпинделя
- Винты зажима хобота шпиндельной бабки и хобота вертикального шпинделя
- Квадрат зажима инструмента в горизонтальном шпинделе
- Рукоятка зажима трубки охлаждения
- Выключатель освещения
- Упоры отключения механической поперечной подачи
- Маховик ручного вращения шпинделя
- Кнопки управления "пуск" и "стоп"
- Рукоятки включения скоростей
- Рукоятка включения подач
- Диск набора подач
- Реверсирование двигателя
- Упоры отклонения механической продольной подачи
- Рукоятка зажима стола в горизонтальном направлении
- Рукоятка зажима гильзы вертикального шпинделя
- Рукоятка зажима суппорта в вертикальном направлении
- Маховик ручной подачи шпиндельной бабки
- Рукоятка зажима шпиндельной бабки
- Установка вертикальной головки в нулевое положение
- Рукоятка включения механической подачи шпиндельной бабки
- Упор величины перемещения вертикального шпинделя
- Квадрат зажима конуса инструмента в вертикальном шпинделе
Характеристики
Краткие характеристики
| № | Показатель | Ед. изм. | Значение |
|---|---|---|---|
| 1. | Габаритные размеры (длиннахширинахвысота) | Мм. | 1200х1240х1780 |
| 2. | Масса станка в стандартной комплектации | Кг. | 1050 |
| 3. | Размеры рабочей поверхности углового горизонтального стола стандартного (ширинахдлинна)/кол-во Т-образных пазов | Мм. | 250х800 / 4 - серийно, 3 по запросу |
| 4. | Размеры рабочей поверхности углового горизонтального стола увеличенного (ширинахдлинна))/кол-во Т-образных пазов | Мм. | 300х800 / 5 |
| 5. | Размеры рабочей поверхности вертикального стола (ширинахдлинна) | Мм. | 250х630 |
| 6. | Перемещения по осям X,Y,Z | Мм. | 450х300х380 |
| 7. | Конуса горизонтального и горизонтального шпинделя | Х | 7:24-40 или Конус МОРЗЕ4 |
| 8. | Пределы частот вращения шпинделя горизонтального/вертикального (16 скоростей) | Об/мин. | 50-1630/63-2040 |
| 9. | Пределы рабочих подач (16 подач)/ускоренная подача | Мм./мин. | 13-395/935 |
| 10. | Мощность электродвигателя главного привода/насоса охлаждающей жидкости | кВт. | 3,0 / 0,12 |
| 11. | Класс точности по ГОСТ8-82 | х | Н |
ПОЛНЫЕ ХАРАКТЕРИСТИКИ
Технологические и эксплуатационные
| № | Показатель | Ед. изм. | Значение |
|---|---|---|---|
| 12. | Тип измерительной системы (для станков с УЦИ, СППУ, ЧПУ) | Х | Прямая |
| 13. | Принцип преобразователей линейных перемещений | Х | Оптический или магнитный |
| 14. | Количество отображаемых/программируемых координат | Х | 2 или3/2 (СППУ) 3 (для ЧПУ) |
| 15. | Дискретность линейных преобразователей | Мкм | 1 |
| 16. | Расстояние от оси горизонтального шпинделя до рабочей поверхности углового горизонтального стола, наименьшее/наибольшее | Мм. | 80-440(80-460 при открытом защитном кожухе) |
| 17. | Расстояние от торца вертикального шпинделя до рабочей поверхности углового горизонтального стола, наименьшее/наибольшее | Мм. | 0-350 |
| 18. | Расстояние от торца горизонтального шпинделя до оси вертикального шпинделя | Мм. | 115 |
| 19. | Наибольшее расстояние от торца горизонтального шпинделя до торца серьги | Мм. | 315 |
| 20. | Наибольшее осевое перемещение вертикального шпинделя (ход пиноли) | Мм. | 80 |
| 21. | Наибольший угол поворота вертикального шпинделя в вертикальной плоскости | Град | ±90 |
| 22. | Цена деления лимбов/линеек | Мм. | 0,05/1 |
| 23. | Наибольшее усилие резания, допускаемое//предельное механизмом подач | Кгс | 550/600 |
| 24. | Допустимое значение осевой составляющей силы резания, действующей на вертикальный шпиндель, не более | Кгс | 130 |
| 25. | Предельные значения уровня шума, создаваемые станком | дБа | 93 |
| 26. | Наибольшее усилие на рукоятках, органов управления/ рукоятков маховиков перемещение по осям/подъем суппорта вверх | Кгс | 4/4/8 (4/5/10 для УГС 300х800мм) |
| 27. | Приводной ремень, тип/кол-во | Х | А2000Т/3 |
| 28. | Цепь приводная, тип/кол-во/кол-во звеньев | Х | ПР-12,7-1820-1/2/78+72 |
| 29. | Смазочная система | Х | Двухконтурная |
| 30. | Основной заливной объем смазочного материала | Л. | 4,5 |
| 31. | Применяемый смазочный материал | Х | И-30/ЦИАТИМ |
| 32. | Вид климатического исполнения по ГОСТ15150 | Х | УХЛ-4.1 |
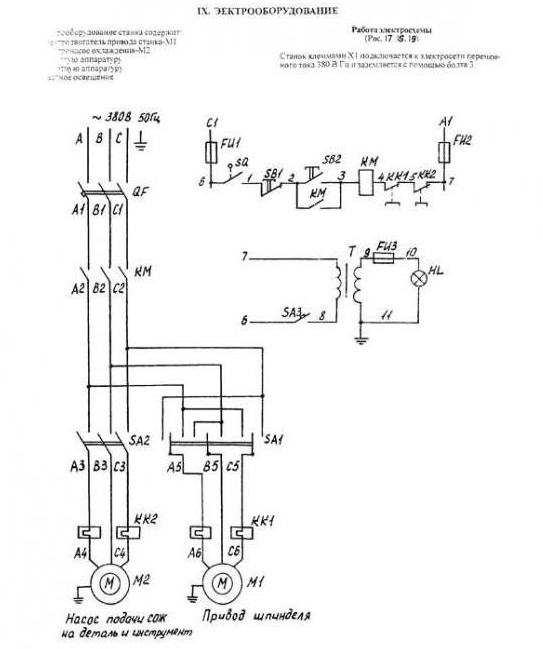
Электрооборудование
| № | Показатель | Ед. изм. | Значение |
|---|---|---|---|
| 33. | Род тока питающей цепи | Х | переменный трёхфазный |
| 34. | Частота тока | Гц | 50 |
| 35 | Напряжение | В | 380 |
| 36. | Количество двигателей на станке | Шт. | 2 |
| 37. | Напряжение силовой сети | В | 380 |
| 38. | Напряжение цепи управления | В | 380 |
| 39. | Напряжение цепи освещения | В | 24 |
| 40. | Двигатель привода | Х | АИР 100С4У3 |
| 41. | исполнение | Х | 1 М 1081 |
| 42. | мощность | кВт | 3 |
| 43. | частота вращения | Об/мин. | 1500 |
| 44. | Электронасос | Х | П-0,25.М.10 |
| 45. | мощность | кВт | 0,12 |
| 46. | производительность | л/мин. | 22 |
| 47. | частота вращения | Об/мин. | 2800 |
| 48. | Суммарная мощность всех электродвигателей | кВт | 3,12 |
| 49. | Электродвигателя подач (для станок с СПУУ и с ЧПУ) шпиндельная бабка/салазки/суппорт | кВт | 0,8/0,8/1 |
| 50. | Суммарная мощность всех электродвигателей (для станков с СППУ и с ЧПУ) | кВт | 5,8 |
| 51. | Номинальный ток станка | А | 7 |
| 52. | Номинальный ток сработки автоматического выключателя | А | 10 |
Допустимые параметры геометрической точности (основные из 28 контролируемых параметров)
| № | Показатель | Ед. изм. | Значение |
|---|---|---|---|
| 53. | Точность позиционирования осей по ГОСТ27843-2006 (для станков с СППУ и с ЧПУ) | Мкм | 20 |
| 54. | Повторяемость позиционирования осей по ГОСТ27843-2006 (для станков с СППУ и с ЧПУ) | Мкм | 15 |
| 55. | Осевое биение шпинделей горизонтального/вертикального, не более | Мкм | 15/10 |
| 56. | Радиальное биение конической поверхности шпинделей горизонтального/вертикального, не более | Мкм | 10/10 |
| 57. | Плоскостность рабочих поверхностей вертикального и углового горизонтального столов на длине 500мм, не более | Мкм | 20 |
| 58. | Взаимная перпендикулярность осей X,Y,Z, не более | Мкм | 20 |
| 59. | Параллельность рабочих поверхностей направлению перемещений по осям, не более | Мкм | 20 |
| 60. | Параллельность осей вращения шпинделей к направлению перемещения оси, не более | Мкм | 20 |
| 61. | Перпендикулярность осей вращения шпинделей к направлению перемещения оси, не более | Мкм | 30 |
| 62. | Параллельность базовых пазов к направлению перемещения оси, не более | Мкм | 20 |
Выбор модификации
Условное обозначение
СФ676-A-B-C-D-E
СФ676 – обозначение условной базовой модели. Станок Фрезерный 676 (широкоуниверсальный фрезерный станок СФ676). Неизменно при заказе.
Для определения требуемой модификации необходимо последовательно определить значение переменных. А, B, C, D, E – переменные обозначения при заказе.
А – Размеры и количество пазов углового горизонтального стола (далее по тексту извещения УГС).
250/4 – серийный нормальный УГС размером 250х800мм, 4 Т-образных паза по ГОСТ 1574-91. 2 средних паза 14Н8, остальные 14Н12.
300/5 – серийный увеличенный УГС размером 300х800мм, 5 Т-образных пазов по ГОСТ 1574-91. Средний паз 14Н8, остальные 14Н12.
250/3 – серийный нормальный УГС размером 250х800мм, 3 Т-образных паза по ГОСТ 1574-91. Средний паз 14Н8, остальные 14Н12.
C – вне серии. УГС изготавливает по требованиям Заказчика.
B – Применяемые конуса горизонтального и вертикального шпинделей.
40АТ5 – Серийный. Конуса вертикального и горизонтального шпинделей 7:24-40 по ГОСТ15945-82.
КМ4 – Серийный. Конуса вертикального и горизонтального шпинделей КОНУС МОРЗЕ 4 по ГОСТ 25557-2006.
С – Вне серии. Изготавливаются станки с конусами вертикальных и горизонтальных шпинделей по требованиям Заказчика.
C – Принцип измерительной системы для устройстав цифровой индикации (далее по тексту извещения УЦИ).
М - Серийно. Магнитный принцип измерительной системы. Комплектующие GIVI-ELECTRONICS (ИТАЛИЯ).
О – Серийно. Оптический принцип измерительной системы. Комплектующие АО «СКБ ИС» г.САНКТ-ПЕТЕРБУРГ, РФ.
D – количество отображаемых координат на блоке УЦИ
0 – Серийно. УЦИ не устанавливается.
Ф2 – Серийно. Отображение координат осей X,Y,.
Ф3 – Серийно. Отображение координат осей X,Y,Z.
ФС – Вне серии. Тип и количество отображаемых координат по требованиям Заказчика.
Е – профиль резьбы по приводным винтам осей X,Y,Z
ТР – Серийно. Трапецеидальные передачи (размеры, профиль, допуски по ГОСТ 24737-81, 24738-81, 9484-81, 9562-81).
ШВП - Серийно. Шариковые винтовые передачи качения (размеры, профиль, допуски по ГОСТ25329-82, ОСТ 2 РЗ1-5-89, ОСТ 2 РЗ1-4-88)
Примеры условного обозначения
- СФ676-300/5-КМ4-М-Ф3-ШВП широкоуниверсальный фрезерный станок СФ676. Увеличенный УГС размером 300х800мм, 5 пазов по ГОСТ1574-91, конуса шпинделей морзе 4 по ГОСТ25557-2006, магнитная измерительная система, отображаются 3 координаты, установлены ШВП.
- Станок фрезерный модели СФ 676 ТУ 3816-001-67559892-2016. Модификация по ИИ №2 от 01.07.2017г. - СФ676-250/4-40АТ5-0-0-ТР широкоуниверсальный фрезерный станок СФ676. УГС размером 250х800мм, 4 паза по ГОСТ1574-91, конуса шпинделей 7:24-40 по ГОСТ 15945-82, УЦИ не устанавливается, установлены трапецеидальные передачи.
Спецификация и комплектация
Спецификацией широкоуниверсального фрезерного станка СФ676 является перечень его основных элементов, а также перечень инструмента, принадлежностей и оснастки, в том числе дополнительной.
Основная спецификация широкоуниверсального фрезерного станка СФ676
- Коробка скоростей - 751001
- Коробка подач - 752001
- Суппорт - 763001
- Шпиндельная бабка - 766К001
- Станина - 767001
- Электрооборудование - 67690000
- Комплект инструмента и принадлежностей - 7680000
- Головка вертикальная по принципу «ДВОЙНОЙ ЦИЛИНДР» (съемный узел) - 764К001.01-ДЦ
- Стол угловой горизонтальный (съемный узел) - 7681К001.01 (250/4)
- Защита направляющих оси Z;
- Маслостанция типа Y-6(8) с коллектором на 8 дозаторов.
- Освещение LED 24V – 3 светодиода CL.
- УЦИ с линейными преобразователями ОАО «СКБ ИС» или GIVI-Electronics (для моделей с индексом Ф2,Ф3).
- СППУ комплектующие ОАО «СКБ ИС»
- ЧПУ на выбор Заказчика
Комплектация оборудования
СФ 676.00.000.
Запасные части
Инструмент
| Обозначение | Наименование | Кол. | Примечание |
|---|---|---|---|
| 7811-0022 НС 1 | Ключ ГОСТ 2839 14x17 | 1 | |
| 7811-0024 НС 1 | Ключ ГОСТ 2839 19x22 | 1 | Приложено отдельным местом в общей упаковке |
| 7811-0025 НС 1 | Ключ ГОСТ 2839 22x24 | 1 | Приложено отдельным местом в общей упаковке |
| 7811-0041 НС1 | Ключ ГОСТ 2839 27x30 | 1 | Приложено отдельным местом в общей упаковке |
| 7811-0043 НС 1 | Ключ ГОСТ 2839 32x36 | 1 | Приложено отдельным местом в общей упаковке |
| 7812-0375 | Ключ ГОСТ Р50123 6 | 1 | Приложено отдельным местом в общей упаковке |
| 7812-0376 | Ключ ГОСТ Р50123 8 | 1 | Приложено отдельным местом в общей упаковке |
| 7812-0379 | Ключ ГОСТ Р50123 14 | 1 | Приложено отдельным местом в общей упаковке |
| 7811-0318 1 | Ключ ГОСТ 16984 55x60 | 1 | Приложено отдельным местом в общей упаковке |
| 7810-0308 ЗВ1 | Отвёртка ГОСТ17199 0,6x4x155 | 1 | Приложено отдельным местом в общей упаковке |
| 7810-0928 ЗВ1 | Отвёртка ГОСТ17199 1x6,5x190 | 1 | Приложено отдельным местом в общей упаковке |
Принадлежности
| Обозначение | Наименование | Кол. | Примечание |
|---|---|---|---|
| 764К001.01-ДЦ | Головка вертикальная съемный узел | 1 | Установлена на станке |
| 676.60.001 | Щиток | 1 | Установлена на станке |
| 676.60.001 | Щиток | 1 | Установлена на станке |
| 7681К001.01 (250/4) | Стол угловой стандартный съемный узел | 1 | То же |
| 766К012 | Горизонтальный хобот съемный узел | 1 | Приложено отдельным местом в общей упаковке |
| 766К013 | Серьга съемный узел | 1 | Приложено отдельным местом в общей упаковке |
| хххх-315 | Оправка ф. 27 с наборными кольцами и втулкой | 1 | Приложено отдельным местом в общей упаковке |
| 676.83.000 | Рукоятка | 1 | Приложено отдельным местом в общей упаковке |
| б/о | Шомпол головки | 1 | Приложено отдельным местом в общей упаковке |
| б/о | Шомпол бабки | 1 | Приложено отдельным местом в общей упаковке |
| ИЧ-10 кл.1 | Индикатор часового типа | 1 | Приложено отдельным местом в общей упаковке |
| б/о | Набор прижимных приспособлений (50 или 58 наим.) | 1 | Приложено отдельным местом в общей упаковке |
| ххх/ER32 (ER40) | Цанговый патрон с набором цанг ER32 или ER40 (6шт.) | 1 | Приложено отдельным местом в общей упаковке |
| б/о | Система охлаждения | 1 | Установлена на станке |
Техническая документация
Техническая документация:
- Сертификат СФ676
- Транспортировка и распаковка станка
- Фундамент. Установка станка.
- Технические условия
Приемка, доставка, ПНР
Политикой Вятского Станкостроительного Завода утверждены следующие работы, включенные в стоимость оборудования:
- Предварительная приемка станка СФ676 в месте нахождения ООО "ВСЗ". На данном этапе Покупатель принимает участие в процедуре выходного контроля оборудования по всем параметрам, назначенным к контролю. По согласованию возможно проведение предварительной приемки с помощью средств передачи данных.
- Транспортировка оборудования к Покупателю по утвержденным тарифам (см.ниже). Транспортировка осуществляется силами транспортной компании или посредством выделенного подвижного состава.
- Страхование оборудования на полную стоимость, но не более 1800000,00 руб./шт., с учетом НДС-20%. Страховую компанию ООО "ВСЗ" выбирает самостоятельно. Страховка груза защищает Покупателя от рисков утери и/или порчи оборудования в пути.
- Пусконаладочные работы (ПНР) в месте установки оборудования. ПНР осуществляются в соответствии с документом СФ676.00.00.000АП от 01.10.2017г. Документ СФ676.00.00.000АП регламентирует процесс выполнения ПНР и приемки-передачи широкоуниверсального фрезерного станка модели СФ676 во всех модификациях.
Процесс ПНР и приемки-передачи от поставщика к потребителю осуществляется строго по методике.
Процесс разделен на 3 составляющих:
- Общие проверки по оборудованию;
- Проверки геометрической точности станка;
- Проверки станка в работе.
Акт заполняется представителями производителя в месте эксплуатации станка по результатам проведенных измерений в присутствии представителей потребителя. Заполнение акта осуществляется лицом, у которого при себе имеется удостоверением сервис-инженера ООО «Вятский Станкостроительный Завод», либо иным лицом, у которого имеется соответствующее свидетельство, выданное ООО «Вятский Станкостроительный Завод».
Успешное проведение работ и проверок по настоящему акту означает, что поставщик выполнил обязательства по ПНР и приемке-передачи в объеме, предусмотренном регламентом производителя, а также в объеме, необходимом для получения гарантийных обязательств, согласно талона «публичная гарантия». Иных проверок при ПНР и передаче станка от поставщика к потребителю документацией ООО «Вятский Станкостроительный Завод» не предусмотрено. По согласованию с потребителем допускается частичное (не полное проведение) нижеуказанных проверок.
По требованию потребителя и за отдельную плату ООО «Вятский Станкостроительный Завод» выдает дубликат свидетельства о постройке станка.
| Регион | Город | Расстояние | Стоимость |
|---|---|---|---|
| Республика Башкортостан | Уфа | 760км | 27000 руб. |
| Республика Карелия | Петрозаводск | 1420км | 35000 руб. |
| Республика Коми | Сыктывкар | 430км | 22000 руб. |
| Республика Марий Эл | Йошкар-Ола | 300км | 22000 руб. |
| Республика Мордовия | Саранск | 730км | 28000 руб. |
| Республика Татарстан | Казань | 400км | 22000 руб. |
| Нижнекамск | 520км | 22000 руб. | |
| Удмуртская Республика | Ижевск | 400км | 22000 руб. |
| Чувашская Республика | Чебоксары | 390км | 22000 руб. |
| Камчатский край | Петропавловск-Камчатский | 150000 руб. | |
| Краснодарский край | Краснодар | 2060км | 39000 руб. |
| Красноярский край | Красноярск | 3300км | 45000 руб. |
| Пермский край | Пермь | 510км | 25000 руб. |
| Приморский край | Владивосток | 8350км | 125000 руб. |
| Ставропольский край | Ставрополь | 2020км | 38000 руб. |
| Хабаровский край | Хабаровск | 7620км | 76000 руб. |
| Амурская область | Тында | 6160км | 79000 руб. |
| Архангельская область | Архангельск | 1170км | 30000 руб. |
| Астраханская область | Астрахань | 1880км | 35000 руб. |
| Белгородская область | Белгород | 1640км | 38000 руб. |
| Брянская область | Брянск | 1360км | 38000 руб. |
| Владимирская область | Владимир | 800км | 28000 руб. |
| Волгоградская область | Волгоград | 1450км | 33000 руб. |
| Вологодская область | Череповец | 950км | 27000 руб. |
| Вологда | 850км | 27000 руб. | |
| Великий устюг | 590км | 27000 руб. | |
| Воронежская область | Воронеж | 1350км | 33000 руб. |
| Ивановская область | Иваново | 680км | 27000 руб. |
| Иркутская область | Иркутск | 4370км | 65000 руб. |
| Братск | 4200км | 88000 руб. | |
| Калининградская область | Калининград | 2180км | 78000 руб. |
| Калужская область | Калуга | 1150км | 27000 руб. |
| Костромская область | Кострома | 610км | 24000 руб. |
| Курганская область | Курган | 1270км | 33000 руб. |
| Курская область | Курск | 1490км | 33000 руб. |
| Ленинградская область | С-Пб | 1510км | 30000 руб. |
| Липецкая область | Липецк | 1170км | 33000 руб. |
| Московская область | Москва | 940км | 27000 руб. |
| Мурманская область | Мурманск | 2290км | 60000 руб. |
| Нижегородская область | Нижний новгород | 560км | 22000 руб. |
| Новгородская область | Великий новгород | 1300км | 30000 руб. |
| Новосибирская область | Новосибирск | 2520км | 40000 руб. |
| Куйбышев | 2230км | 37000 руб. | |
| Омская область | Омск | 1850км | 35000 руб. |
| Оренбургская область | Оренбург | 1040км | 30000 руб. |
| Орловская область | Орел | 1320км | 32000 руб. |
| Пензенская область | Пенза | 870км | 27000 руб. |
| Псковская область | Псков | 1500км | 33000 руб. |
| Ростовская область | Ростов-на дону | 1790км | 35000 руб. |
| Волгодонск | 1680км | 35000 руб. | |
| Рязанская область | Рязань | 990км | 27000 руб. |
| Самарская область | Самара | 780км | 27000 руб. |
| Саратовская область | Саратов | 1060км | 30000 руб. |
| Сахалинская область | Сахалин | 95000 руб. | |
| Свердловская область | Екатеринбург | 890км | 27000 руб. |
| Смоленская область | Смоленск | 1360км | 30000 руб. |
| Вязьма | 1200км | 30000 руб. | |
| Тамбовская область | Тамбов | 1110км | 27000 руб. |
| Тверская область | Тверь | 990км | 27000 руб. |
| Томская область | Томск | 2790км | 44000 руб. |
| Тульская область | Тула | 1120км | 27000 руб. |
| Тюменская область | Тюмень | 1220км | 30000 руб. |
| Ульяновская область | Ульяновск | 630км | 27000 руб. |
| Челябинская область | Челябинск | 1100км | 30000 руб. |
| Ярославская область | Ярославль | 690км | 27000 руб. |
| Ненецкий автономный округ | Нарьян-Мар | 140000 руб. | |
| Ханты-Мансийский автономный округ | Ханты-мансийск | 1890км | 65000 руб. |
| Сургут | 2000км | 65000 руб. | |
| Ямало-Ненецкий автономный округ | Лабытнанги | 123000 руб. | |
| Камчатский край | Камчатка | 165000 руб. |
Сведения о мошенниках, подделках и иных «производителях»
Возможны предложения некачественных (восстановленных и ремонтных) станков СФ-676. Предположительно такие станки могут предлагаться предприятиями Кировской области и РФ, не имеющими ресурсов для постройки оборудования.
Будьте внимательны!
Более подробная информация об организациях может быть предоставлена по запросу.
Приглашаем всех потеницальных потребителей в г.киров для ознакомления с процессом прозводства станков СФ676.
УВАЖАЕМЫЕ ПОТЕНЦИАЛЬНЫЕ ПОТРЕБИТЕЛИ!
Во избежании покупки подделок станков СФ676, восстановленных
станков СФ676, китайских станков под СФ676, во всех процедурах
просим указывать следующее наименование и требование к
качеству продукции, а именно:
«СТАНОК ФРЕЗЕРНЫЙ
МОДЕЛИ СФ676 ТУ-3816-001-67559892-2012»
РЕГЛАМЕНТОМ ТУ-3816-001-67559892-2012 УСТАНОВЛЕНЫ ТРЕБОВАНИЯ, КОТОРЫМИ ОБЛАДАЮТ ТОЛЬКО КОНСТРУКЦИИ СТАНКОВ СФ676 ПРОИЗВОДСТВА ООО «ВСЗ».
ТАКЖЕ ВЫ ВСЕГДА МОЖЕТЕ ЗАКАЗАТЬ НЕСТАНДАРТНЫЙ УВЕЛИЧЕННЫЙ ГОРИЗОНТАЛЬНЫЙ СТОЛ 7681К001-02(300/5) РАЗМЕРОМ 300Х800ММ, ЧТО СРАЗУ УБЕРЕТ НЕДОБРОСОВЕСТНЫХ ПРОИЗВОДИТЕЛЕЙ, ТАК КАК ТОЛЬКО ООО «ВСЗ» ОБЛАДАЕТ СОБСТВЕННОЙ БАЗОЙ ПО ОТЛИВКЕ КОРПУСНЫХ ДЕТАЛЕЙ.
Специальные станки и дальнейшее развитие проекта
Для организаторов торговых процедур
Настоящий раздел предназначен в помощь юридическим лицам, которые приняли решение закупить оборудование производства «Вятский Станкостроительный Завод» по номенклатуре СФ676 в любой выбранной модификации.
Представленная информация носит справочный характер и описывает потенциальный предмет торговой процедуры выбранная модификация станка СФ676 в стандартной комплектации с .
В случае необходимости поставки станка с дополнительной комплектацией и/или дополнительными работами (например: подведение энергоснабжения, специальная гарантия, дополнительные строительные работы при монтаже оборудования и т.д.) разрабатываются дополнительные разделы технические задания, примеры которых приведены ниже.
Вариант 1
«Положением о закупке» - разрешается
Вариант 2
У Заказчика/Покупателя внутренним документом – «Положением о закупке» - НЕ разрешается ссылаться на документы, стандартизирующие готовую продукцию.
Внимание! В связи с участившимися случаями мошенничества при поставке станков, просим вас вести совместную работу между отделом закупки заказчика и производственно-коммерческим отделом ООО «ВСЗ» при подготовке торговых процедур.
Фрезерный станок 676 представляет собой универсальное оборудование, используемое для фрезерной обработки различных деталей. Агрегат может работать со шпоночными, концевыми, дисковыми и другими типами фрез. Конфигурация станка дает возможность фрезеровать заготовки по горизонтали и вертикали, что существенно расширяет возможности агрегата.
Описание
Многофункциональный фрезерный станок 676 может комплектоваться поворотно-вертикальным шпинделем или его горизонтальным аналогом. Первый вариант позволяет обрабатывать детали при помощи торцовых и шпоночных фрез, а во втором случае используются фасонные фрезы, а также дисковые и цилиндрические аналоги.
Главным отличием рассматриваемого оборудования от аналогичных станков является наличие второй головки шпинделя, которая регулируется в перпендикулярных плоскостях. Рассматриваемый агрегат может задействовать в работе одновременно оба шпинделя. Кроме фрезерования, оборудование рассчитано на проведение сверления, зенкерования и растачивания.
В промышленной сфере станок 676 используется для выполнения ряда операций, а именно:
- Проведения обработки внутренних и наружных поверхностей, в том числе и вращательных тел, способом обточки.
- Нарезания уступов и пазов.
- Обточки шлицев на валах.
- Формирования конфигурации зубчатых колес.
Особенности
Фрезерный станок 676 причисляется к категории высокоточных фрезеров (класса Н). Максимальная точность обработки достигается, если во время работы рядом с агрегатом отсутствуют источники вибрации, температура окружающего воздуха находится в пределах 20 °C, влажность - около 65%.
Рассматриваемое оборудование используется в единичном и мелкосерийном производстве, преимущественно на машиностроительных предприятиях и инструментальных комбинатах. На популярность фрезерного станка 676 влияет ряд преимуществ по сравнению с конкурентами:
- Остов оборудования выполнен из чугуна, имеет большую массу, обеспечивающую надежную устойчивость без возникновения вибраций, что гарантирует высокоточную обработку.
- Универсальность оборудования позволяет работать с малоразмерными заготовками и деталями длиной до 0,8 м при ширине - 0,25 м.
- Агрегат может комплектоваться долбежным наконечником, с возможностью выполнения соответствующих операций.
- Относительно небольшие габариты станка дают возможность его размещения даже в обычном гараже.
- Многоуровневый спектр вращения шпиндельных головок способствует оптимальному подбору режимов отделки металлов, в зависимости от их твердости.
676: технические характеристики
Ниже представлены технические параметры рассматриваемого оборудования:
- Размер горизонтального/вертикального рабочего стола - 250*800/250*630 мм.
- Предельная масса устанавливаемой для обработки заготовки - 100 кг.
- Осевое расстояние от шпинделя до стола - 80-450 мм.
- Вынос шпинделя - 125-375 мм.
- Ход шпиндельной бабки по осям X/Y (максимальный) - 300/380 мм.
- Оборотистость шпинделя (горизонталь/вертикаль) - 1630/2040 оборотов в минуту.
- Число скоростей - 16 штук.
- Габаритные размеры - 1200/1240/1005 мм.
- Масса - 1000 кг.
- Мощность электропривода - 3 кВт.

Кроме того, универсальный фрезерный станок 676 оснащается вспомогательной системой подачи СОЖ с мотором, от которого активируется электронасос производительностью 23 литра в минуту.
Отличия между моделями 676П и СФ-676
Модификация 676П от СФ-676 отличается незначительно:
- Имеет расстояние по оси от стола к шпинделю на 10 мм меньше.
- Перемещение бабки шпинделя по вертикали составляет 250 мм.
- Показатель мощности основного электропривода - 2,2 кВт.
- Масса - 910 кг.
- Габариты - 1260/1210/1780 мм.
Широкоуниверсальный фрезерный станок 676П относится к устаревшим модификациям, и сейчас не выпускается. Приобрести его можно только на вторичном рынке.

Устройство
Станина станка 676 изготовлена из чугуна, служит несущим основанием с закрепленными на нем основными конструктивными элементами. На левой стороне станины установлен блок скоростей и короб подачи. На верхней поверхности остова перемещается бабка с установленным горизонтальным шпинделем. На этом элементе, при необходимости, устанавливается вертикальное шпинделное устройство.
Суппорт смонтирован на вертикальных направляющих, стол - на горизонтальных элементах. Станок оборудован основным горизонтальным столом и дополнительным вертикальным аналогом. На основном верстаке фиксируются заготовки размером до 800 мм по длине и 250 мм по ширине.
Электропривод агрегата находится в нижней части остова, размещен на опоре в виде плиты, внутри которой предусмотрена емкость для охлаждающей жидкости. Все электрическая начинка станка расположена под крышкой станины в верхней части. Такая конструкция не затрудняет доступ к узлам для ремонта или обслуживания.
Главными функциональными деталями фрезерного станка является суппорт и шпиндельная головка. Предназначение суппорта - удержание и перемещение рабочего стола в поперечно-продольной плоскости. В действие элемент приводится при помощи ходового вала, передающего крутящий момент от силового агрегата к подающей коробке.
Шпиндельная бабка агрегирует с коробкой подач через барабанные шестеренки, сам шпиндель смонтирован на радиальных и шариковых подшипниках. Точность его перемещения обеспечивает индикаторный держатель.

Техническое обслуживание
Широкоуниверсальный станок СФ-676 требует регулярного техобслуживания. Необходимо:
- Проводить через 10 часов работы смазку специальным машинным маслом направляющих и
- Покрывать машинной смазкой линейные подшипники каждые 40 часов.
- Через 400 отработанных часов осматривать и регулировать ремни в подающей коробке, а также подтягивать винтовые узлы.
Перед первым рабочим пуском станка необходимо проверить надежность фиксации предохранительных кожухов, очистить рабочий стол от жидкостей и смазочных материалов, включить агрегат и проверить его работу на холостых оборотах.
Проверка работоспособности
Этот процесс начинают с прогонки оборудования на минимальной скорости, постепенно увеличивая ее до максимального показателя. На основной рабочей передачи вращения станок должен проработать не менее двух часов, при этом шпиндельные опоры не могут подвергаться нагреву свыше 50 градусов.

После проверки агрегата на холостых оборотах, он подвергается нагрузке. Фрезер должен проработать на предельном режущем усилии в режиме кратковременной 25-процентной перегрузке. При нормальной работе в таком режиме не наблюдается появление вибраций и сохраняется высокая точность обработки.
Фрезы по металлу для фрезерного станка
Многообразие конфигураций фрез позволяет выполнить выборку материала на самых труднодоступных участках, благодаря чему деталь принимает требуемые размеры и очертания.
Фрезы классифицируются по расположению конструкции, направлению, форме зубьев, способу крепления и материалу режущего инструмента.
Модификации:
- Дисковые фрезы используются для обрезки заготовок, выборке пазов, металла, снятия фасок. Режущая часть таких элементов может размещаться с одной или с двух сторон.
- Торцовые фрезы работают с плоскими заготовками ступенчатого типа. Рабочей частью инструмента является торец, ось его вращения перпендикулярна поверхности заготовки.
- Цилиндрическая фреза по металлу для фрезерного станка может быть с винтовыми или прямыми зубцами. Первый вариант позволяет обрабатывать плавно заготовку, а вторая конфигурация - отделывать узкие плоскости, поэтому такой инструмент относится к универсальной категории.
- Угловые варианты. Такие фрезы используются для обработки наклонных поверхностей, имеют коническую конфигурацию. Различают одно и двухугловые модификации, отличающиеся размещением режущей кромки.
- Концевые фрезы предназначаются для создания пазов, контурных выемок, уступов и обработки взаимно перпендикулярных частей.

Также существуют фасонные, червячные и кольцевые фрезы. Они служат для обработки фасонных поверхностей и заготовок неординарных конфигураций и еще больше расширяют возможности станка 676.