Prokatdan mahsulotlar ishlab chiqarish. Qismlarning ulanishi doimiy yoki ajraladigan bo'lishi mumkin. Qismlarning doimiy ulanishlari perchinlar, payvandlash, lehimlash, elim, olinadigan ulanishlar - murvatlar, vintlardek, tirgaklar, yong'oqlar yordamida olinadi. O'quv ustaxonalarida prokatdan mahsulotlar ishlab chiqarish quyidagi metallga ishlov berish operatsiyalarini o'z ichiga oladi: o'lchagich va kalibrlar yordamida markalash; chilangar qaychi va temir arra bilan kesish; o'rindiqda va pechda kesish; ariza berish; o'rindiqda egilish; qismlarni murvat va yong'oq bilan ulash; qismlarni perchinlar bilan ulash; mahsulotlarni tugatish. Ishlab chiqarishda bu operatsiyalar mexanik tomonidan amalga oshiriladi.
"Quyma temir va po'lat" taqdimotidan 10-slayd"Qora metallurgiya" mavzusida kimyo darslari uchunO'lchamlari: 960 x 720 piksel, format: jpg. Foydalanish uchun slaydni bepul yuklab olish uchun kimyo darsi, rasmni o'ng tugmasini bosing va "Rasmni boshqa saqlash ..." tugmasini bosing. Siz 225 KB o'lchamli zip arxivida "Quyma temir va po'lat.ppt" taqdimotini yuklab olishingiz mumkin.
Taqdimot yuklab olishQora metallurgiya
"Metal quyish" - quyish turlari. Shundan so'ng, hosil bo'lgan metall tozalanadi. Himoya qoplamalari, fluxlar, deoksidlovchilar. Sug'urta. Zımpara haykaldan oksidlarni olib tashlaydi, toza sirtni ochib beradi. Metalllarni eritish va quyish. Kontaminatsiya darajasi va tabiatiga qarab, zaryadlovchi material turli xil ishlovlarga duchor bo'ladi. Kasting. Og'ir metallar sof shaklda qo'llaniladi: qalay, qo'rg'oshin, rux.
"Metalni qayta ishlash" - So'nggi yillarda cherkov idishlarini ishlab chiqarish o'zlashtirildi: turli shakldagi lampalar, piktogramma uchun ramkalar, xochlar, panagiyalar. Agar filigri bezak metall fonda yoki yog'ochda yasalgan bo'lsa, u holda fon yuzasiga naqsh qo'llaniladi, unga ko'ra bir qator operatsiyalardan so'ng filigri lehimlanadi yoki yopishtiriladi. Qadimgi davrlarda Rossiyada metallni qayta ishlash san'ati mavjud bo'lib, u har xil qalinlikdagi (silliq yoki tekislangan) simdan dantelni eslatuvchi ochiq ish naqshlarini yasashdan iborat edi.
"Metallar asri" - Oltin va platina faqat erkin shaklda uchraydi. Ko'pincha bronza davriga kiradi, lekin ba'zida alohida davr hisoblanadi. Tsar Cannon Tsar Bell Rodos Kolossu. Ilova. Biologik rol. Tosh asboblaridan yasalgan har xil turlari tosh Men qattiq, egiluvchan va plastik, yorqin, hamma uchun zarur, amaliyman.
"Metallarni olish" - Metallurgiya rudalardan metallarni olish bilan shug'ullanadi. Metalllarning tabiatda tarqalishi. Juda faol metallar. O'rtacha faollik. Metalllarni olish usullari. Elektroliz. Eng muhim rudalar. Faol emas (olijanob). Tabiatda metallarni topish. Nacl (eritma) na+ + cl- katod(--) anod(+) na+ + 1? na yoki 2cl -- 2? cl2 (qaytarilish) (oksidlanish).
"Po'lat" - kuchni oshiradi, aşınmaya bardoshli va ishqalanishga qarshi va elastik xususiyatlarni beradi. Guruch. Metalllarga termik va kimyoviy-termik ishlov berish. E - doimiy magnitlar uchun qattiq magnit po'latdir. Silikon (Si) - deoksidlanish uchun kiritilgan. 1. Masalan, E21 elektr po'latdir, tarkibida 2% kremniy va taxminan 0,1% uglerod mavjud.
- " onclick="window.open(this.href," win2 false qaytaradi >Chop etish
- Elektron pochta
Uzoq mahsulotlar
Mashinasozlik, qurilish va transportda keng qo'llaniladi prokat metall: choyshablar, chiziqlar, lentalar, relslar, nurlar va hokazo. U metall quymani issiq yoki sovuq holatda prokat tegirmonining aylanadigan rulonlari orasiga siqish orqali olinadi. Chelik, rangli metallar va ularning qotishmalari shu tarzda qayta ishlanadi.
Ijara profili (uning kesma shakli) rulonlarning shakliga bog'liq. Raqamlarda prokat ishlab chiqarish mahsulotlarining asosiy profillari ko'rsatilgan, deyiladi uzoq mahsulotlar.


Quyidagi profillar ajralib turadi: uzoq mahsulotlar: oddiy (doira, kvadrat, olti burchakli, chiziq, varaq); shakllangan (temir yo'l, to'sin, kanal, marka va boshq.); maxsus (g'ildiraklar, mustahkamlovchi po'lat va boshq.).

Ko'pincha rulonli mahsulotlar turli qismlar uchun blankalar sifatida ishlatiladi. Masalan, dan olti burchakli tayoq murvat va yong'oqlar yasang. Kimdan dumaloq po'lat silindrsimon qismlar tokarlik stanoklarida aylantiriladi. Burchakli prokat mahsulotlari ramkalar, ramkalar, tokchalar va boshqalarni ishlab chiqarishda ishlatiladi.

Rolling orqali siz ishlov beriladigan qismga tayyor qismning shaklini berishingiz mumkin, shu bilan qo'shimcha ishlov berishdan qochishingiz va shuning uchun metall chiqindilarini kamaytirishingiz va vaqtni tejashingiz mumkin.
Quyida prokatning keng tarqalgan turlariga bir nechta misollar keltirilgan: quvur, armatura, nur, kanal, qatlam, burchak, chiziq va boshqalar.








Uzoq mahsulotlar - yarim tayyor mahsulotlar turlaridan biri. Keyinchalik qayta ishlash va tayyor mahsulotni ishlab chiqarish uchun mo'ljallangan mehnat mahsuloti shunday nomlanadi.
Siz allaqachon yarim tayyor mahsulotlarning ba'zi turlari bilan tanishsiz - yog'och, kontrplak, sim.
Plitalar ga bo'lingan yupqa varaq
(4 mm gacha) va qalin varaq
(4 mm dan ortiq
Po'latning turlari va xususiyatlari
Chelik- Bu temir-uglerod qotishmasi(2% gacha) va boshqa kimyoviy elementlar. U mashinasozlik, transport, qurilish va kundalik hayotda keng qo'llaniladi.
Tarkibiga qarab har xil bo'ladi uglerodli
Va qotishma
po'lat. Karbonli po'lat tarkibida 0,4...2% uglerod mavjud. Uglerod po'latning qattiqligini beradi, lekin mo'rtlikni oshiradi va egiluvchanlikni pasaytiradi. Eritish jarayonida po'latga boshqa elementlar qo'shilganda: xrom, nikel, vanadiy boshqalar - uning xususiyatlari o'zgaradi. Ba'zi elementlar qattiqlik va mustahkamlikni oshiradi, boshqalari elastiklikni oshiradi, boshqalari korroziyaga qarshi, issiqlikka chidamlilik va boshqalarni beradi. Ushbu elementlarni o'z ichiga olgan po'latlar qotishma deyiladi. Qotishma po'lat navlarida qo'shimchalar harflar bilan belgilanadi: N - nikel
, IN - volfram
,G - marganets
, D - mis
, TO - kobalt
, T - titan
.
Maqsadga ko'ra ular ajralib turadi tarkibiy, instrumental va maxsus
bo'lish.
Strukturaviy uglerod
po'lat oddiy sifatli va yuqori sifatli. Birinchidan- plastmassa, lekin past kuchga ega. Perchinlar, yuvuvchilar, murvatlar, yong'oqlar, yumshoq simlar, mixlar tayyorlash uchun ishlatiladi. Ikkinchi kuchayganligi bilan ajralib turadi. Undan vallar, g'altaklar, o'q vintlardek va tishli g'ildiraklar tayyorlanadi.
Asbob po'lati
konstruktiv po'latdan ko'ra katta qattiqlik va mustahkamlikka ega bo'lib, keski, bolg'a, ip kesuvchi asboblar, matkaplar va kesgichlar ishlab chiqarish uchun ishlatiladi.
Maxsus po'latlar
- bular maxsus xususiyatlarga ega po'latdir: issiqlikka chidamli, aşınmaya bardoshli, zanglamaydigan va boshqalar.
Barcha turdagi po'latlar ma'lum bir tarzda belgilanadi. Shunday qilib, konstruktiv po'lat
oddiy sifat harflar bilan ko'rsatilgan St. va seriya raqami 0
oldin 7
(Art. HAQIDA, Art. 1 va boshqalar - po'lat soni qanchalik baland bo'lsa, uglerod miqdori va kuchlanish kuchi shunchalik yuqori bo'ladi), yuqori sifatli
- ikki raqam 05
, 08
, 10
va hokazo, uglerod miqdorini yuzdan bir foizda ko'rsatadi. Ma'lumotnomadan foydalanib, siz po'latning kimyoviy tarkibini va uning xususiyatlarini aniqlashingiz mumkin.
Po'latning xususiyatlarini issiqlik yordamida o'zgartirish mumkin - issiqlik bilan ishlov berish(issiqlik bilan ishlov berish). U ma'lum bir haroratgacha qizdirish, bu haroratda ushlab turish va keyinchalik tez yoki sekin sovutishdan iborat. Harorat diapazoni issiqlik bilan ishlov berish turiga va po'latning uglerod tarkibiga qarab keng bo'lishi mumkin.
Issiqlik bilan ishlov berishning asosiy turlari - qattiqlashish, chiniqtirish, tavlanish, normallashtirish
.
Po'latning qattiqligini oshirish uchun u ishlatiladi qattiqlashishi
- metallni ma'lum bir haroratga (masalan, 800 ° S gacha) isitish va suvda, yog'da yoki boshqa suyuqliklarda tez sovutish.
Muhim issiqlik va tez sovutish ta'sirida po'lat qattiq va mo'rt bo'ladi. Qattiqlashgandan keyin mo'rtlikni kamaytirish mumkin ta'tillar
- sovutilgan, qotib qolgan po'lat qismi yana ma'lum bir haroratgacha qizdiriladi (masalan, 200...300°C), so'ngra havoda sovutiladi.
Ba'zi asboblar faqat qattiqlashtirilgan ishchi qismi. Bu butun asbobning chidamliligini oshiradi.
Da tavlanish
ish qismi ma'lum bir haroratgacha isitiladi, bu haroratda saqlanadi va asta-sekin(bu qattiqlashuvdan asosiy farq) o'zingizni bosing. Tavlangan po'lat yumshoqroq bo'ladi va shuning uchun uni qayta ishlash osonroq bo'ladi.
Normalizatsiya
- tavlanishning bir turi, faqat sovutish havoda sodir bo'ladi. Ushbu turdagi issiqlik bilan ishlov berish po'latning mustahkamligini oshirishga yordam beradi.
Po'latni issiqlik bilan ishlov berish sanoat korxonalari bajarish termal ishchilar. Termist metallarning ichki tuzilishini, ularning fizik va texnologik xossalarini, issiqlik bilan ishlov berish rejimlarini yaxshi bilishi, termik pechlardan mohirona foydalanishi, mehnatni muhofaza qilish qoidalariga qat'iy rioya qilishi kerak.
Eng muhimi po'latning mexanik xususiyatlari - qattiqlik va kuch . Yoniq qattiqlik po'lat maxsus yordamida sinovdan o'tkaziladi qattiqlik tekshirgichlari. O'lchov usuli namunaga qattiqroq materialni bosishga asoslangan: qattiq po'latdan yasalgan shar, olmos konus yoki olmos piramidasi.

Qattiqlik qiymati NV yukni metallda qolgan izning sirt maydoniga bo'lish yo'li bilan aniqlanadi ( Brinell usuli ) (O'ngdagi rasm, A),

yoki olmos uchi, po'lat sharning metalliga botirish chuqurligi bo'yicha ( Rokvell usuli ) (guruch. 6 ).
Kuch po'lat maxsus shakldagi namunalarni sinash, ularni sindirilgunga qadar bo'ylama yo'nalishda cho'zish yo'li bilan valentlik sinov mashinalari yordamida aniqlanadi (chapdagi rasm). Quvvatni aniqlashda namunaning yorilishidan oldingi eng katta yukni uning asl kesimining maydoniga bo'ling.
Muallif - Shumakov Aleksandr Alekseevich, texnologiya o'qituvchisi, MBOU Revenskaya o'rta maktabi, Karachevskiy tumani, Bryansk viloyati, Luzhetskaya qishlog'i, 2015 yil.
33-sonli dars - 34-son.
Qora va rangli metallarning xossalari. Prokatli po'lat qismlarning chizmalari.
Dars maqsadlari:
o‘quvchilarni asosiy metallar va oddiy va rangli metallarning qotishmalari bilan tanishtirish, asbob va materiallarga ehtiyotkorona munosabatda bo‘lishni tarbiyalash.
talabalarni metallarning asosiy mexanik va texnik xossalari bilan tanishtirish, kognitiv qiziqishni rivojlantirish, mehnatsevarlikni tarbiyalash.
o‘quvchilarga prokat qismlari chizmalariga o‘lchamlarni qo‘llash qoidalarini o‘rgatish, detallashtirish ko‘nikmalarini, texnologik eskizni yasash qoidalarini o‘rgatish.
Dars jihozlari: “Metallar” jadvali, dastgoh, metallga ishlov berish asboblari, chizmachilik bo‘yicha plakatlar, qismlarning grafik tasviri.
Dars turi: yangi materialni o'rganish
Mehnat ob'ekti: mahsulotning chizma va texnologik xaritasini tuzish (jadvallar uchun qisqich)
Darslar davomida.
Talabalarni sinfga tashkil qilish.
Salom. Darsga tayyorgarlikni tekshirish. Navbatchilarni tayinlash.
Yangi materialni o'rganish
Turli metallardan tayyorlangan ish qismlari bilan ishlash, siz metallarning turli xil xususiyatlarga ega ekanligini payqadingiz: ba'zilari mo'rt, boshqalari elastik, boshqalari yumshoq, boshqalari qattiqroq. Barcha metallar metall yorqinlikka ega. Metallar rangi bilan farqlanadi - mis, masalan, pushti-qizil, po'lat kulrang. Metalllar issiqlik va elektr tokini o'tkazish xususiyatiga ega. Mahsulot tayyorlash uchun to'g'ri material tanlash uchun metallarning xususiyatlarini bilish kerak.
Sof shakldagi metallar nisbatan kam ishlatiladi. Ko'pincha ular qotishmalar shaklida qo'llaniladi.
Metall qotishmalari - bir metallni boshqalar bilan yoki metall bo'lmagan elementlar bilan qotishma natijasida olingan murakkab moddalar. Barcha metallar va qotishmalar odatda qora va rangli bo'linadi.
Qora metallar guruhiga temir, choʻyan va poʻlat, rangli metallar guruhiga boshqa barcha metallar va qotishmalar kiradi.
Temir - o'ziga xos yorqinligi bo'lgan kumush-oq metall. Bu plastik, ishlov berish oson, tabiatda keng tarqalgan, ammo uning sof shaklida deyarli topilmaydi. Temir er qobig'ida kislorod va boshqa elementlar bilan birgalikda mavjud. Bu birikmalar temir rudalari deb ataladi. Ulardan temir olinadi, u uglerod - quyma temir va po'lat bilan har xil qotishmalar shaklida qo'llaniladi.
Cho'yan - temir va uglerod qotishmasi bo'lib, tarkibida 2% dan ortiq (odatda 3...4,5%) uglerod, shuningdek, boshqa elementlarning aralashmalari mavjud. Quyma temir eng arzon va eng keng tarqalgan konstruktiv materiallardan biri bo'lib, mashinasozlikda keng qo'llaniladi. Bundan tashqari, po'lat quyma temirdan yasalgan.
Chelik temir va uglerodning qotishmasi bo'lib, tarkibida 2,1% gacha uglerod mavjud. Po'lat quyma temir singari, boshqa elementlarning aralashmalarini ham o'z ichiga oladi. Po'lat va quyma temir o'rtasidagi asosiy farq shundaki, po'latda kamroq uglerod va aralashmalar mavjud.
Chelik va quyma temir zamonaviy texnologiya va ishlab chiqarishning eng keng tarqalgan materiallari hisoblanadi. Ular barcha metall mahsulotlarning asosiy qismini tashkil qiladi.
Rangli metallar orasida mis, alyuminiy va ular asosidagi qotishmalar, shuningdek, qalay, rux va boshqalar eng ko'p qo'llaniladi.
Mis pushti-qizil metall bo'lib, elektr va issiqlik o'tkazuvchanligi yaxshi, egiluvchanligi yaxshi, lekin nisbatan past quvvatga ega va yaxshi qayta ishlanadi. U asosan elektrotexnika va kimyo sanoatida qo'llaniladi. Mis qotishmalari odatda ikki guruhga bo'linadi - guruch va bronza.
Guruch - mis va sinkning qotishmasi (rux 10 dan 42% gacha). Guruch misga qaraganda ancha bardoshlidir.
Bronzalar - misning qalay yoki ruxdan tashqari boshqa elementlar bilan qotishmalari. Asosan, bronzalar yuqori mustahkamlik bilan ajralib turadi, kesish orqali yaxshi qayta ishlanadi, yuqori quyish sifatiga va past ishqalanish koeffitsientiga ega.
Alyuminiy kumush-oq metall bo'lib, engil, yumshoq va qattiq, osongina quyiladi va choyshab va simga o'raladi. Alyuminiy samolyot qurilishida, elektrotexnika va idish-tovoq va boshqa uy-ro'zg'or buyumlarini ishlab chiqarishda keng qo'llaniladi. Alyuminiy uning asosidagi qotishmalarda keng qo'llaniladi. Alyuminiy qotishmalari quyma ignalarni ishlab chiqarish uchun mo'ljallangan quyma qotishmalarga va zarb qilish, shtamplash va prokatlash orqali yaxshi qayta ishlangan deformatsiyalanadigan qotishmalarga bo'linadi. Quyma qotishmalaridan eng keng tarqalgani alyuminiyning kremniyli qotishmasi - silumin va deformatsiyalanadigan qotishmalardan - mis va boshqa elementlar bilan alyuminiy qotishmasi, duralumin, duralumin deb ataladi, qalay kumush-oq metalldir , juda yumshoq va egiluvchan. Qalayni folga deb ataladigan juda nozik varaqlarga osongina o'rash mumkin. U yupqa po'lat plitalarni qoplash va qalay plastinka ishlab chiqarish uchun ishlatiladi. Kalay ko'plab qotishmalarning bir qismidir: lehimlash va kalaylash uchun ishlatiladigan lehimlar, babbitts, bronzalar, guruch va boshqalar.
Rux - ko'k rangga ega ochiq kulrang metall.
Har qanday mahsulotni ishlab chiqarishni boshlaganda, u uchun eng mos materialni to'g'ri tanlash kerak. To'g'ri tanlov metall yoki qotishma xususiyatlarini bilish orqali amalga oshirilishi mumkin. Mexanik va texnologik xususiyatlar mavjud. TO mexanik xususiyatlar bog'lash:
quvvat - metall yoki qotishmaning yiqilib tushmasdan joriy yuklarga bardosh berish qobiliyati;
qattiqlik - materialning unga boshqa, qattiqroq materialning kiritilishiga qarshilik ko'rsatish xususiyati;
elastiklik - qayta tiklash uchun metall yoki qotishma xususiyati asl shakli tashqi kuchlarni yo'q qilgandan keyin;
Texnologik xususiyatlarga egiluvchanlik, oqimlilik, ishlov berish qobiliyati, payvandlash qobiliyati va boshqalar kiradi.
Moslashuvchanlik - qabul qilish uchun metall yoki qotishmaning xususiyati yangi forma ta'sir ta'siri ostida;
Yopishqoqlik - bu jismlarning zarba paytida energiyani yutish xususiyati.
Plastiklik - tashqi kuchlar ta'sirida yiqilmasdan shaklini o'zgartirish qobiliyati. Bu xususiyat blankalarni tekislash, egish, dumalash va shtamplashda ishlatiladi.
Suyuqlik - quyma qolipni quduqni to'ldirish va zich quyma hosil qilish uchun eritilgan holatdagi metallning xususiyati.
Kesishning ishlov berish qobiliyati - turli asboblar bilan kesish orqali ishlov beriladigan metall yoki qotishmaning xususiyati.
Payvandlash qobiliyati - metallarning plastmassa yoki erigan holatda birlashishi xususiyati.
Korroziyaga chidamlilik - bu korroziyaga qarshilik ko'rsatish uchun metallar va qotishmalarning xususiyati.
Mahsulotning grafik tasviri mahsulotning shakli, o'lchamlari va u tayyorlangan material haqida aniq va aniq tasavvurga ega bo'lishi kerak.
Keling, misol sifatida, yupqa qatlamli metalldan tayyorlangan oddiy mahsulotlarning chizmalarini ko'rib chiqaylik (1-rasm). Darhol ta'kidlash mumkinki, barcha chizmalar mahsulotlarning qalinligini "Qalinligi" kabi yozuv bilan ko'rsatadi. 0,6". Qalaydan yasalgan to'rtburchakning chizmasida qalinligidan tashqari, uzunligi va kengligi ko'rsatilgan. Kvadrat rasmida qalinligi bilan birga faqat bir tomonning o'lchami ko'rsatilgan. Ammo "50X50" belgisi kvadratning barcha tomonlari 50 mm ekanligini anglatadi.
Uchburchak chizmasida uning asosi va balandligining o‘lchamlari, uchburchak chizmasida asosi va balandligining o‘lchamlari, aylana chizmasida esa diametri ko‘rsatilgan. Ushbu ma'lumotlar ko'rsatilgan mahsulotlarning shakli haqida tasavvurga ega bo'lish va ularni ishlab chiqarish uchun etarli. Xuddi shu narsani taxta va plastinka chizmalari uchun ham aytish mumkin.
Ko'rib chiqilgan mahsulotlarning har biri chizmada bitta ko'rinishda ko'rsatilgan - oldingi ko'rinish. Boshqa ko'rinishni ko'rsatishning hojati yo'q - yuqoridan yoki yon tomondan, chunki mahsulotning qalinligi hamma joyda bir xil: chuqurchalar va chiqishlar yo'q.
Uzoq mahsulotlardan tayyorlangan mahsulotlar bilan vaziyat boshqacha bo'lib, ularning tasviri ikki yoki uchta ko'rinishni talab qiladi (2-rasm, 3).
Talabalar "Yog'ochni qayta ishlash texnologiyalari" bo'limini o'rganishda yig'ish chizmalarini tayyorlash va o'qish qoidalari bilan allaqachon tanishgan.
Shuning uchun o`qituvchi dars mavzusi va maqsadini aytib, maktab o`quvchilariga “6-sinf o`quvchilarining buyumlari” stendini ko`rsatadi va ularning e`tiborini bu mahsulotlarning qismlari prokatdan yasalganligiga qaratadi. O'qituvchi talabalarni ushbu mahsulotlarda ishlatiladigan prokat turlarini sanab o'tishni taklif qiladi. Talabalar o'ralgan profillarni nomlashadi va o'qituvchining yordami bilan bu profillarning har biri shakli bo'yicha tayyor qismga yaqin degan xulosaga kelishadi.
O'qituvchi sanoat korxonalarida yangi mahsulot ishlab chiqarishni boshlashdan oldin uning yig'ish chizmasini ishlab chiqishlarini tushuntiradi. Yig'ish chizmasi asosida detallashtirish amalga oshiriladi, ya'ni mahsulotga kiritilgan qismlarning chizmalari ishlab chiqiladi. Ehtiyot qismlar chizmalari va yig'ish chizmalari dizayn hujjatlariga tegishli. Korxonalarda dizaynerlar uni ishlab chiqish bilan shug'ullanadilar. O'qituvchi dars davomida o'quvchilar tayyor yig'ish chizmasidan foydalanishlarini aytadi (o'qituvchi uni doskaga osib qo'yadi). Talabalar mahsulot dizaynini tushunish uchun uni o'qishlari kerak.
O'quvchilar xotirasida montaj chizmasi haqidagi bilimlarni tiklash uchun o'qituvchi suhbatni tashkil qiladi. Suhbat davomida u talabalardan quyidagi savollarga javob berishlarini so'raydi:
Qanday chizmalar montaj chizmalari deb ataladi, ular nima uchun mo'ljallangan?
Yig'ish chizmalarida ko'rinishlar qanday tartibga solinadi?
Yig'ish chizmalarida mahsulotga kiritilgan qismlarning barcha o'lchamlarini ko'rsatish kerakmi?
Liderlar qatori javonlaridagi raqamlar nimani anglatadi?
Yig'ish chizmasining qayerida mahsulotga kiritilgan qismlarning nomlari yozilgan?
Suhbat imkon qadar ko'proq talabalarni qamrab olgan holda tezlashtirilgan sur'atda olib boriladi. Siz alohida talabalarni so'roq qilish bilan mashg'ul bo'lolmaysiz. Bu ko'p vaqtni oladi va sinf faolligini kamaytiradi.
Amaliy ish.
Metall va qotishmalarning xossalari bilan tanishtirish
Metall va qotishmalarning namunalarini ko'rib chiqing va ularning rangini aniqlang.
Qora metallar va qotishmalarning namunalarini o'ng tomonga, ranglilarni esa chap tomonga qo'ying. Namuna olinadigan metallar turini aniqlang.
Po'latdan yasalgan buloqlarni cho'zish va bo'shatish mis sim. Po'lat va misning elastikligi haqida xulosa chiqaring.
Metall kesish plastinkasiga po'lat va alyuminiy sim namunalarini joylashtiring va ularni bolg'a bilan tekislashga harakat qiling. Po'lat va alyuminiyning egiluvchanligi haqida xulosa chiqaring.
Po'lat va guruch namunalarini o'rindiqga joylashtiring va ular ustida faylni ishga tushiring. Po'lat va guruchning ishlov berish qobiliyati haqida xulosa chiqaring.
Talabalardan taklif qilingan chizmalarni qismlarga ajratish so'raladi. Ish daftaringizga qismning eskizini chizing.
Yakuniy qism.
Talabalar tomonidan bajarilgan eskizlarni tekshirish. Baholash. Ish joylari va ustaxonalarni tozalash.
Uy vazifasi
§15-§17, §19-ni o'qing
Biriktirilgan fayllar
Taqdimot 6-sinfda “Uzoq buyumdan mahsulot ishlab chiqarish texnologiyasi” mavzusini o‘rganishda foydalaniladi. Taqdimot talabalarni uzun mahsulotlardan mahsulot ishlab chiqarishning texnologik jarayonlari bilan tanishtirish uchun mo'ljallangan.
Hujjat tarkibini ko'rish
"Prokatdan mahsulotlar ishlab chiqarish texnologiyasi" taqdimoti"
Munitsipal avtonom ta'lim muassasasi
Kaliningrad viloyati, Sovetsk shahrining "10-sonli litseyi"
Prokatdan mahsulotlar ishlab chiqarish texnologiyasi
Maqsad: metall va qotishmalarni qayta ishlashning asosiy texnologik jarayonlari, prokatdan tayyorlangan mahsulotlar turlari bilan tanishish.
Texnologiya o'qituvchisi Zinchenko A.G tomonidan ijro etilgan.
MAOU "10-sonli litsey"
Sovetsk, 2017 yil

Rolikli qismlardan qismlarni ishlab chiqarish uchun zarur bo'lgan texnologik operatsiyalar
- tayyorgarlik (ish qismini tanlash, markalash);
- qayta ishlash (kesish, bükme, maydalash, burg'ulash);
- yig'ish (murvatlar bilan ulanish, payvandlash, lehimlash, perchinlar va boshqalar);
- tugatish (tozalash, silliqlash, bo'yash va boshqalar)

Chizilgan qismni o'qish
Sindirish texnologik jarayon texnologik operatsiyalar uchun
Qayta ishlash
Tayyorgarlik
Assambleya
Tugatish
Tayyorgarlik operatsiyalari ketma-ketligini aniqlash
Yig'ish operatsiyalari ketma-ketligini aniqlash
Tugatish operatsiyalari ketma-ketligini aniqlash
Qayta ishlash operatsiyalari ketma-ketligini aniqlash
Ish qismini tanlash
Yechish
Perchinli ulanish
Silliqlash
Belgilash
Boltli ulanish
Boshqa operatsiyalar
Burg'ulash
Boshqa operatsiyalar
Boshqa operatsiyalar
Boshqa operatsiyalar
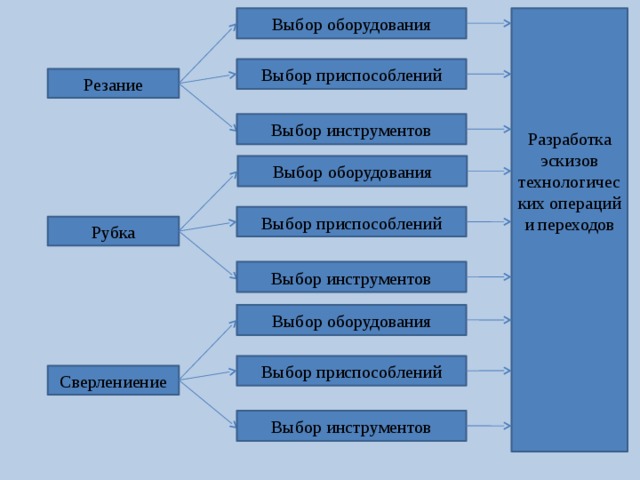
Uskunalarni tanlash
Qurilmalarni tanlash
Asboblarni tanlash
Eskizlarni ishlab chiqish texnologik operatsiyalar va o'tishlar
Uskunalarni tanlash
Qurilmalarni tanlash
Asboblarni tanlash
Uskunalarni tanlash
Qurilmalarni tanlash
Burg'ulash
Asboblarni tanlash

Ishlab chiqarish jarayoni
ish qismlarini qabul qilish, qismlarga ishlov berish, dastgohlarga texnik xizmat ko'rsatish va ta'mirlash, asboblarni charxlash va to'g'rilash, tayyor mahsulotni nazorat qilish va sinovdan o'tkazish, tayyor mahsulotni qadoqlash va saqlash va boshqalar.

Texnologik jarayon
- qismini ifodalaydi ishlab chiqarish jarayoni, bu shakl va o'lchamdagi o'zgarish, uni tayyor mahsulotga aylantirishda materialning holati bilan bog'liq.

Texnologik operatsiya
- Bu bitta ish joyida yoki mashinada bajariladigan texnologik jarayonning to'liq qismidir.

Chilingarlar
Korxonalarda bu operatsiyalar amalga oshiriladi chilangarlar .

Chilingarlar mexanik yig'ish ishlari dastgohlar, dvigatellar, avtomobillar, traktorlar alohida qismlar va butlovchi qismlardan yig'iladi

Ta'mirchilar
Chilingarlar - ta'mirchilar turli jihozlarni ta'mirlash va sozlashni amalga oshirish.

Asbob ishlab chiqaruvchilar
asboblar va moslamalarni ishlab chiqarish va ta'mirlash

Ishlatilgan manbalar
- Tishchenko A.T. Texnologiya. Sanoat texnologiyalari: 6-sinf: uslubiy qo'llanma / A.T. Tishchenko. – M.: Ventana-Graf, 2016. – 192 b.
- AKTdan foydalangan holda texnologiya darslari 5 – 6 sinflar. Asboblar to'plami elektron ariza bilan. – M.: Planeta, 2011. – 384 b. – (Zamonaviy maktab).
- Suratlar internetdan olingan.
Taqdimotni oldindan ko‘rishdan foydalanish uchun Google hisobini yarating va unga kiring: https://accounts.google.com
Slayd sarlavhalari:
6-sinfda texnologiya darsi Dars mavzusi: “Prokatdan tayyorlangan buyumlarni arralash” (Birinchi bosqich) Tuzuvchi: oliy texnologiya fani o‘qituvchisi malaka toifasi MKOU Svetloyarsk nomidagi 2-son o'rta maktab. F. F. Plujnikova Trofimov V. P.
DARS MAQSADLARI Talabalarni fayllar turlari va xususiyatlari bilan tanishtirish turli maqsadlar uchun, ularning ishlash printsipi bilan kesish asboblari. Fayl sinfini va uning maqsadini aniqlashni o'rganing.
Talabalarning ilgari o'rganilgan bilimlarini tekshirish o'quv materiali Turli qiyinchilik darajasidagi topshiriq kartalari yordamida talabalar bilimini tekshirish (4-6 nafar talaba). Savollarga javoblar (boshqa talabalar tomonidan): 1. Temir arraning asosiy qismlari nimalardan iborat? 2. Temir arradan xavfsiz foydalanish qoidalarini sanab bering. 3. Uchburchak fayl bilan kesish joyida ishlov beriladigan qismga kesish nima maqsadda amalga oshiriladi? 4. Uzun bo'lakni qanday kesish mumkin?
Yangi materialning taqdimoti: "Uzoq prokatdan tayyorlangan ignabargli mahsulotlarni suzish." Arralash - chizmada ko'rsatilgan aniq o'lchamlarni olish uchun ishlov beriladigan qismdan kichik metall qatlamini (bo'sh joy) kesib tashlash. Fayllar po'latdan yasalgan.
Fayl elementlari
Ko'ndalang kesim shakli bo'yicha fayllar turlari
Faylning ishchi qismining uzunligi Seriya raqamlari 1 2 3 4 5 6 7 8 Ishchi qismining uzunligi mm 100 125 150 200 250 300 350 400.
Fayllarni kesish turlari.
Nomi 10 mm fayl uzunligi uchun asosiy kesmalar soni Kesishlar soni Qo'llash Cho'tkasi 5 6... 14 0 1 Katta metall qo'shimchalarni olib tashlash uchun ishlov beriladigan qismlarni qo'pol to'ldirish (0,5 mm gacha) Shaxsiy 8... 20 12...28 2 3 Kichik metall qo'shimchalarni (0,15 mm gacha) olib tashlash uchun topshirishni tugatish Velvet 20...40 28... 56 4 5 Qismlarni nozik pardozlash, silliqlash va tugatish Fayllarni kesish turlari.
Fayl sinflari 0; 1- Bryussel fayllari katta chuqurchaga ega, 10 mm uchun 5-12 tish. Uzunliklari. Ular katta ishlov berish uchun ishlatiladi. Bir zarbada chiqarilgan metall qatlamning qalinligi 0,2-0,5 mm. 2; 3 - shaxsiy - o'rta kesimga ega, 10 mm ga 13-26 tish. uzunligi. Ushbu fayllar metallning asosiy qatlami allaqachon bastard fayl bilan olib tashlanganida ishlaydi. Bir zarbada olib tashlangan metall qatlamning qalinligi 0,1-0,3 mm. 4; 5 - kadife - 10 mm uchun 42-80 tishli tishga ega. uzunligi va sirtlarni pardozlash va silliqlash uchun ishlatiladi. Ular qalinligi 0,005 - 0,01 mm bo'lgan metall qatlamini olib tashlashadi.
Fayl turlari. Ignalilar: a, b - tekis; kvadrat ichida; g, d - uchburchak; e - dumaloq; g - yarim doira; z - zaytun shaklidagi; va - rombsimon; k - trapezoidal; l - fileto
Laboratoriya va amaliy ish No1 topshiriq. 1. Jadvalni taqdim etilgan shaklga muvofiq to'ldiring. 2.Fayllarning namunalarini ko'rib chiqing. 3. Har bir faylning shaklini aniqlang. 4. Fayl uzunligining 10 mm uchun tirqishlar sonini hisoblang. 5. Chuqurchalar turini aniqlang. 6. Faylning sinfini (turini) va maqsadini aniqlang 7. Tayyorlangan jadvalga barcha olingan ma'lumotlarni kiriting. No. Fayl shakli 10 mm uzunlikdagi tirqishlar soni Teshik turi Fayl sinfi (turi) 1,2,3 va boshqalar qanday ishlov berish uchun mo'ljallangan?
Tashkiliy va yakuniy qism. Fayl turlarini aniqlashda tipik xatolar va sabablarni tahlil qilish. Har bir o`quvchining ishini baholash bo`yicha hisobot berish Uyga vazifa: Darsning ikkinchi bosqichiga tayyorgarlik ko`rish: “O`ramlardan blankalarni arralash” “Texnologiya” darsligi. Sahifa 95-99.